Dalam industri manufaktur modern, kualitas produk plastik tidak hanya ditentukan oleh desain produk atau kualitas mold semata.
Salah satu faktor paling kritikal dalam proses produksi adalah bagaimana parameter injection molding dikontrol dan dioptimalkan selama proses berlangsung.
Pada produksi massal, sedikit perubahan parameter dapat mempengaruhi dimensi produk, kualitas visual, stabilitas assembly, hingga efisiensi biaya produksi secara keseluruhan.
Bagi perusahaan manufaktur yang menggunakan komponen plastik untuk kebutuhan otomotif, elektronik, consumer goods, industrial equipment, maupun medical device, konsistensi hasil produksi menjadi prioritas utama.
Produk yang terlihat baik saat trial belum tentu mampu mempertahankan kualitas yang sama ketika diproduksi dalam volume besar selama berbulan-bulan atau bertahun-tahun. Di sinilah pentingnya pengendalian parameter injection molding secara sistematis dan berbasis engineering process.
Apa yang Dimaksud dengan Parameter Injection Molding?
Parameter injection molding adalah sekumpulan pengaturan proses pada mesin injection molding yang digunakan untuk mengontrol bagaimana material plastik dipanaskan, diinjeksi, dipadatkan, dan didinginkan di dalam cavity mold.
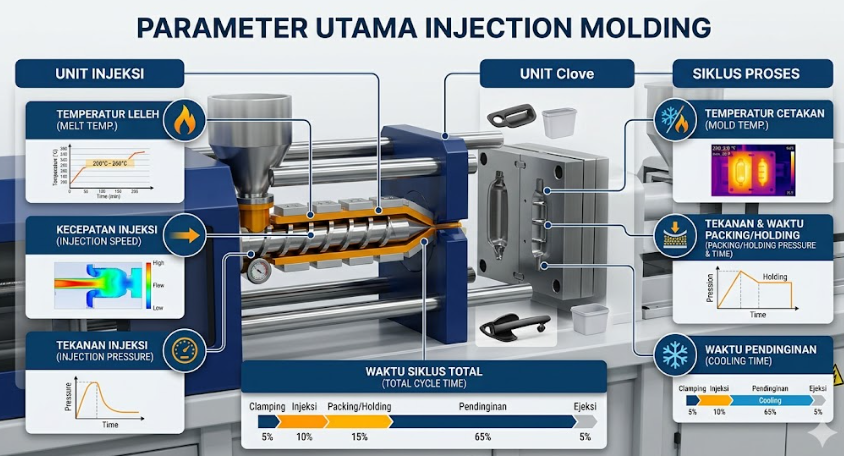
Parameter ini mencakup temperatur barrel, injection pressure, injection speed, holding pressure, cooling time, back pressure, hingga screw rotation speed.
Dalam praktik manufaktur, parameter tidak dapat diperlakukan sebagai setting universal yang bisa diterapkan pada semua produk. Setiap jenis resin memiliki karakteristik aliran dan penyusutan yang berbeda.
Demikian juga setiap desain produk memiliki kebutuhan proses yang berbeda tergantung ketebalan dinding, struktur geometri, posisi gate, serta kompleksitas mold.
Karena itu, optimasi parameter injection molding selalu berkaitan erat dengan material selection, mold design, dan target kualitas produk akhir.
Mengapa Optimasi Parameter Sangat Penting?
Pada produksi injection molding, kualitas produk sangat dipengaruhi oleh kestabilan proses. Parameter yang tidak seimbang dapat menyebabkan variasi dimensi, defect visual, hingga penurunan mechanical performance pada produk plastik.
Salah satu tujuan utama optimasi parameter adalah menjaga konsistensi dimensi produk. Pada komponen presisi seperti housing elektronik, connector, atau automotive interior parts, perubahan kecil pada temperatur atau tekanan dapat menyebabkan shrinkage yang tidak seragam. Akibatnya, produk menjadi sulit dirakit atau tidak memenuhi tolerance drawing.
Selain itu, banyak defect injection molding sebenarnya berasal dari ketidaksesuaian parameter proses.
Short shot biasanya berkaitan dengan filling pressure yang kurang atau temperatur material yang terlalu rendah.
Flash sering terjadi akibat tekanan berlebih atau clamping yang tidak stabil. Sink mark dapat muncul karena holding pressure yang tidak optimal atau cooling yang tidak merata.
Dalam produksi massal, parameter juga berpengaruh langsung terhadap efisiensi manufaktur. Cycle time yang terlalu panjang akan menurunkan produktivitas mesin, sementara setting yang terlalu agresif dapat meningkatkan scrap rate dan risiko downtime akibat kerusakan tooling.
Oleh karena itu, manufacturer yang berpengalaman biasanya tidak hanya mengejar kecepatan produksi, tetapi juga menjaga keseimbangan antara kualitas, stabilitas proses, dan efisiensi jangka panjang.
Parameter Utama dalam Injection Molding
Injection Temperature
Injection temperature atau melt temperature berfungsi mengontrol tingkat pelelehan material sebelum masuk ke cavity mold.
Temperatur yang terlalu rendah dapat menyebabkan aliran material tidak stabil sehingga muncul short shot, weld line yang buruk, atau permukaan produk yang kasar.
Sebaliknya, temperatur yang terlalu tinggi dapat menyebabkan degradasi material. Pada beberapa resin engineering seperti Nylon atau Polycarbonate, overheating dapat menurunkan mechanical strength serta menyebabkan perubahan warna pada produk.
Setiap material memiliki rentang temperatur ideal yang berbeda.
Polypropylene umumnya memiliki flow characteristic yang lebih mudah dibanding engineering plastic seperti POM atau PA6 GF yang memerlukan kontrol temperatur lebih presisi.
Karena itu, penentuan barrel temperature harus selalu mengacu pada material datasheet serta hasil trial produksi aktual.
Injection Pressure
Injection pressure berfungsi mendorong material cair masuk ke seluruh area cavity mold. Tekanan yang terlalu rendah dapat menyebabkan cavity tidak terisi penuh, terutama pada produk berdinding tipis atau memiliki flow path panjang.
Namun penggunaan tekanan yang terlalu tinggi juga dapat menimbulkan masalah seperti flash, internal stress, bahkan deformasi produk setelah pendinginan.
Dalam proses scientific molding, pressure profile biasanya disesuaikan berdasarkan flow behavior material dan resistance di dalam cavity. Hal ini bertujuan menjaga filling process tetap stabil tanpa menghasilkan tekanan berlebih yang dapat merusak kualitas produk.
Injection Speed
Injection speed mempengaruhi pola aliran material selama proses filling. Kecepatan injeksi yang terlalu rendah dapat menyebabkan premature freezing pada gate atau weld line yang terlihat jelas.
Sebaliknya, injection speed yang terlalu tinggi dapat menghasilkan burn mark akibat trapped gas serta meningkatkan shear stress pada material.
Pada produk thin wall injection molding, high-speed filling sering dibutuhkan agar cavity dapat terisi sebelum material membeku. Namun proses tersebut tetap memerlukan kontrol venting dan cooling yang baik untuk menjaga kualitas hasil molding.
Holding Pressure dan Holding Time
Setelah cavity terisi penuh, holding pressure digunakan untuk mempertahankan tekanan material selama proses pendinginan awal. Tujuannya adalah mengkompensasi shrinkage material dan menjaga stabilitas dimensi produk.
Holding pressure yang terlalu rendah sering menyebabkan sink mark atau void internal, terutama pada area produk yang tebal. Sebaliknya, holding time yang terlalu panjang dapat meningkatkan cycle time tanpa memberikan manfaat signifikan terhadap kualitas produk.
Optimasi holding parameter biasanya dilakukan melalui trial process dan evaluasi dimensional stability produk setelah pendinginan.
Cooling Time
Cooling time merupakan salah satu faktor terbesar yang mempengaruhi total cycle time injection molding. Pendinginan yang tidak merata dapat menyebabkan warpage, deformasi, atau dimensional inconsistency.
Pada banyak kasus, masalah cooling sebenarnya tidak hanya berasal dari setting mesin, tetapi juga dari desain mold itu sendiri. Layout cooling channel yang kurang optimal dapat menciptakan hotspot pada area tertentu sehingga produk mengalami penyusutan tidak seragam.
Karena itu, manufacturer yang fokus pada stabilitas produksi biasanya mempertimbangkan desain cooling system sejak tahap tooling development.
Back Pressure dan Screw Rotation
Back pressure digunakan untuk membantu homogenisasi material selama proses plastisasi. Parameter ini berpengaruh terhadap pencampuran warna, additive, maupun stabilitas densitas material cair.
Jika back pressure terlalu tinggi, material dapat mengalami overheating dan memperpanjang screw recovery time. Sebaliknya, back pressure yang terlalu rendah dapat menyebabkan kualitas mixing tidak stabil.
Screw rotation speed juga harus disesuaikan agar material meleleh secara konsisten tanpa menghasilkan shear berlebihan.
Hubungan Parameter dengan Material Plastik
Setiap jenis resin memiliki karakteristik proses yang berbeda. Material commodity seperti PP dan PE umumnya lebih mudah diproses dibanding engineering plastic seperti POM, PA6, atau PC.
Material hygroscopic seperti Nylon dan Polycarbonate memerlukan proses drying yang baik sebelum molding. Kandungan moisture yang terlalu tinggi dapat menyebabkan silver streak, bubble, atau penurunan kekuatan material.
Selain itu, material dengan glass fiber reinforcement biasanya membutuhkan kontrol temperatur dan pressure lebih ketat karena memiliki viskositas lebih tinggi dibanding resin standar.
Karena itu, manufacturer yang memahami behavior material akan lebih mampu menjaga stabilitas proses dalam produksi jangka panjang.
Peran Mold Design terhadap Stabilitas Produksi
Parameter injection molding yang baik tidak akan memberikan hasil optimal jika desain mold tidak mendukung stabilitas proses.
Gate design mempengaruhi pola aliran material dan distribusi pressure di dalam cavity. Ukuran gate yang terlalu kecil dapat meningkatkan resistance flow dan memerlukan tekanan injeksi lebih tinggi.
Cooling system mold juga sangat menentukan kualitas produksi. Distribusi temperatur mold yang tidak merata sering menjadi penyebab utama warpage dan cycle time yang tidak efisien.
Selain itu, sistem venting yang baik diperlukan untuk membuang udara dan gas selama proses filling. Venting yang buruk dapat menyebabkan burn mark atau short shot terutama pada proses high-speed injection molding.
Karena itu, hubungan antara tooling engineering dan parameter proses tidak dapat dipisahkan dalam produksi injection molding modern.
Pentingnya Process Validation dalam Injection Molding
Perusahaan injection molding yang berpengalaman biasanya tidak menentukan parameter hanya berdasarkan trial sederhana. Mereka menggunakan pendekatan process validation untuk memastikan setting produksi tetap stabil dalam berbagai kondisi operasional.
Tahapan ini mencakup mold trial, sampling, dimensional inspection, hingga monitoring parameter selama produksi berjalan. Beberapa manufacturer juga menggunakan cavity pressure monitoring untuk menjaga repeatability proses secara real-time.
Pendekatan seperti ini sangat penting terutama pada industri otomotif, elektronik, dan industrial components yang memiliki tuntutan kualitas tinggi serta produksi jangka panjang.
Parameter injection molding memiliki peran fundamental dalam menentukan kualitas, konsistensi, dan efisiensi produksi plastik. Setting yang optimal tidak hanya membantu mengurangi defect, tetapi juga menjaga stabilitas dimensi, memperpanjang umur tooling, dan meningkatkan efisiensi biaya produksi.
Optimasi parameter harus mempertimbangkan interaksi antara material, mold design, geometri produk, dan capability mesin produksi. Karena itu, proses injection molding modern membutuhkan pendekatan engineering yang terukur, bukan sekadar trial-and-error.
Bagi perusahaan manufaktur, memilih partner injection molding yang memahami kontrol proses secara teknikal menjadi faktor penting untuk menjaga kualitas produksi jangka panjang dan meminimalkan risiko kualitas di lapangan.
Technical Consultation & RFQ Support untuk Produksi Injection Molding
Bagi perusahaan OEM, supplier industri, maupun tim pengembangan produk, optimasi parameter injection molding tidak hanya berkaitan dengan setting mesin produksi. Konsistensi produksi jangka panjang sangat dipengaruhi oleh bagaimana material, desain tooling, parameter proses, sistem pendinginan, dan metode inspeksi bekerja secara terintegrasi dalam satu sistem manufaktur.
Proses injection molding yang stabil membantu mengurangi variasi dimensi, defect visual, downtime produksi, serta risiko kualitas pada produksi volume tinggi. Evaluasi engineering sejak tahap awal tooling dan pengembangan proses juga membantu perusahaan mendapatkan performa produksi yang lebih konsisten dan efisien.
Jika perusahaan Anda sedang mempertimbangkan proyek komponen plastik baru atau kebutuhan supplier injection molding di Indonesia, diskusi teknis sejak awal dapat membantu menentukan pendekatan manufaktur yang paling sesuai sebelum tahap pembuatan mold dan produksi massal dimulai.